Mit der Kombi Bohr- & Gewindeeinheit lassen sich die beiden Arbeitsvorgänge zum Kernlochbohren und Gewinde schneiden, sowohl einzeln ausführen, als auch zu einem Arbeitsschritt verbinden. Der maximale Gewindehub darf dabei 30 mm nicht überschreiten. Die Kombination beider Arbeitsschritte ist nur bei der Erstellung eines Durchgangslochs mit Gewinde möglich.
Zur Bearbeitung werden Kombiwerkzeuge benötigt. Diese gibt es von namhaften Werkzeugherstellern bis max. 1,5 x D. Mit einem Kombibohrer M8 kann man somit Materialstärken von bis zu 12 mm bearbeiten. Falls dies nicht ausreichen sollte, gibt es auch Hersteller von Sonderwerkzeugen.
Anwendung
Die Kombi Bohr- & Gewindeeinheit B63 findet vielseitige Anwendungsmöglichkeiten zum Bohren und Gewindeschneiden in Metall und Kunststoff.
Besonderheiten
Die Kombination von hydropneumatischem Vorschub zum Bohren und auswechselbarer Leitpatrone zum Gewindeschneiden machen unsere Einheit zu einer universell einsetzbaren Bearbeitungskomponente.
Durch die Einsatzmöglichkeit von Kombibohrern, können Kernloch und Gewinde in einem Arbeitsgang hergestellt werden. Eilvorlauf, Bohrvorgang, Gewindeschneidvorgang und Eilrücklauf werden dabei in einem Arbeitsgang ausgeführt. Dadurch ergeben sich um ein vielfaches kürzere Bearbeitungszeiten als bei herkömmlichen Bearbeitungseinheiten.
Durch die übersichtliche Anordnung der beiden Anschläge für die Bohr- und Gewindetiefe sowie der leicht auswechselbaren Leitpatrone, nimmt die Umrüstung der Gewindebohreinheit von einer Gewindegröße zur anderen nur wenige Minuten in Anspruch.
Ausführung
Die Kombi Bohr- und Gewindebohreinheit besteht größtenteils aus eloxiertem Aluminium und korrosionsfreiem bzw. korrosionsgeschütztem Material.
Dichtungen und Führungen sind wartungsfrei, sodass die Einheit ohne Öler, jedoch mit sauberer und trockener Luft betrieben werden kann.
Ausstattung
Die Kombi Bohr- und Gewindebohreinheit ist serienmäßig mit Tiefenanschlägen für Bohrhub und Gesamthub, Signalgabe und Ölbremszylinder ausgestattet.
Technische Daten
Antriebsleistung: wahlweise 0,70/0,85 kW oder 1,10/1,40 kW
Spindeldrehzahlen: bei 0,70/0,85 KW 450/2500 bis 900/5000 U/min bei 1,10/1,40 KW 450/2500 bis 900/5000 U/min andere Drehzahlen auf Anfrage
Antrieb: polumschaltbarer Drehstrommotor mit Keilrippenband
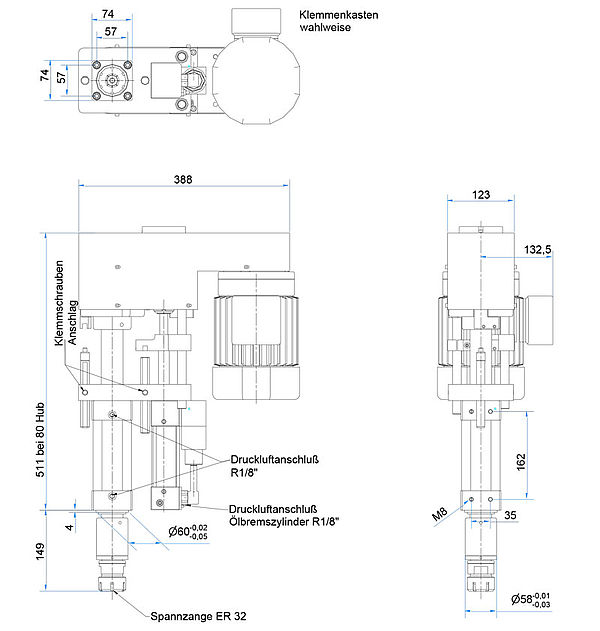
Gesamthub: der Standardhub beträgt 80 mm, bis 100 mm sind möglich
Gewindeschneidhub: 0 - 32 mm über Leitsystem
Bohrvorschub: pneumatisch, mit Ölbremszylinder
Bohrvorschubkraft: bei 6 bar 1120 N bei 8 bar 1490 N
Gewindeschneidleistung: M12 in St 50 M16 in Aluminium
Werkzeugaufnahme: Spannzange ER 32, Spannbereich Ø 3-20 mm
Gewicht: ca. 32 kg
Befestigung: Am Kopf 4 x M8 mit Zentrieransatz Ø 60 mm, Teilkreis Ø 80 mm oder am Kopf und Deckel 4 x M8 (siehe Zeichnung)